Допуски, посадки та технічні вимірювання : підруч. для здобувачів професійної (професійно-технічної) освіти / В. З. Набродов. — Київ : Літера ЛТД, 2019. — 224 с
06.02.2025
Тема уроку: Будова універсальних контрольно-вимірювальних приладів
Будова мікрометричних головок.
Мікрометричні головки можуть мати різну конструкцію. На рис. 2.52, а показано
мікрометричну головку, якою оснащують мікрометри з верхньою межею вимірювань до
100 мм .
Мікрометричний гвинт 1 проходить через
гладкий напрямний отвір стебла 2 і угвинчений у розрізну мікрогайку 4, яку
стягує регулювальна гайка 5 так, щоб усунути зазори у гвинтовій парі. На
мікрогвинті встановлювальним ковпачком 6 закріплений барабан 3. Палець 9,
поміщений у глухий отвір ковпачка, притиснений пружиною 10 до зубчастої
поверхні тріскачки 7, що закріплена на ковпачку гвинтом 8. Під час обертання
тріскачка передає мікрогвинту через палець обертальний момент, що забезпечує
вимірювальне зусилля 5...9 Н. Якщо вимірювальне зусилля більше, то тріскачка
провертається з характерними клацаннями. Гвинт 12 угвинчений у втулку 11 і
фіксує мікрогвинт у необхідному положенні.
Мікрометричні головки мікрометрів
із нижньою межею вимірювань понад 100 мм мають дещо іншу будову (рис. 2.52, б).
Мікрогвинт 1 стопорить гайка 2, яка затискає розрізну втулку 3. Барабан 4
затягує встановлювальний ковпачок 5 на конусну поверхню мікрогвинта. Палець 6
притиснений до торцевої зубчастої поверхні тріскачки 7.
У мікрометричних приладах
використовується гвинтова пара (рис. 2.53), де поздовжнє переміщення гвинта
прямо пропорційне кроку різі і куту повороту гвинта. За один оберт мікрометричний
гвинт переміщується вздовж осі на крок різі (0,5 мм ). Барабан розділений
по колу на 50 рівних частин (рис. 2.54).
З’єднання барабана з мікрогвинтом
здійснено притисканням ступінчастого (а) або конічного (б) хвостовика мікрогвинта
до барабана ковпачковою гайкою з тріскачкою.
Тріскачка забезпечує постійне
вимірювальне зусилля. У мікрометрів типу МК допускається вимірювальне зусилля
700 ± 200 гс.
Положення мікрометричного гвинта
фіксує стопор.
При повороті на одну поділку мікрометричний
гвинт 2, з’єднаний з барабаном 1, переміщується вздовж осі на 1/50 кроку,
тобто 0,5 мм
: 50 = 0,01 мм ,
що є ціною поділки мікрометра.
Ціле число міліметрів і половину
міліметра відлічують краєм скосу барабана за шкалою стебла.
Соті частки міліметра визначають
за порядковим номером штриха барабана, що збігається з поздовж нім штрихом
стебла.
Скіс на барабані для шкали сотих
частин міліметра наближає її до шкали стебла і тим оберігає від спотворень під
час читання показань.
Допустима похибка мікрометрів
класу точності 1 становить ±4 мкм
для діапазону вимірювань
0...100 мм;
±5 мкм – для діапазону 100...200
мм;
±6 мкм – для діапазону 200...300
мм;
±8 мкм – для діапазону 400...500
мм
і ±10 мкм – для діапазону
500...600 мм.
Мікрометри для розмірів 0...25 мм
випускають також класу точності 0 і мають похибку ±2 мкм.
Сучасні високоточні мікрометри завдяки
точності механічної передачі мають ціну поділки 0,001 мм , співвимірну з
їхньою допустимою похибкою.
Законспектувати. Вивчити матеріал.
23.01.2025
Тема уроку: Будова універсальних контрольно-вимірювальних приладів
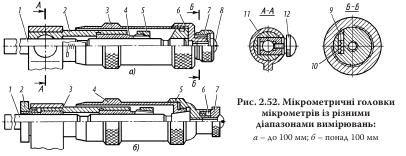
Будова мікрометричних головок. Мікрометричні головки можуть мати різну конструкцію. На рис. 2.52, а показано мікрометричну головку, якою оснащують мікрометри з верхньою межею вимірювань до 100 мм . Мікрометричний гвинт 1 проходить через гладкий напрямний отвір стебла 2 і угвинчений у розрізну мікрогайку 4, яку стягує регулювальна гайка 5 так, щоб усунути зазори у гвинтовій парі. На мікрогвинті встановлювальним ковпачком 6 закріплений барабан 3. Палець 9, поміщений у глухий отвір ковпачка, притиснений пружиною 10 до зубчастої поверхні тріскачки 7, що закріплена на ковпачку гвинтом 8. Під час обертання тріскачка передає мікрогвинту через палець обертальний момент, що забезпечує вимірювальне зусилля 5...9 Н. Якщо вимірювальне зусилля більше, то тріскачка провертається з характерними клацаннями. Гвинт 12 угвинчений у втулку 11 і фіксує мікрогвинт у необхідному положенні.
Мікрометричні головки мікрометрів із нижньою межею вимірювань понад 100 мм мають дещо іншу будову (рис. 2.52, б). Мікрогвинт 1 стопорить гайка 2, яка затискає розрізну втулку 3. Барабан 4 затягує встановлювальний ковпачок 5 на конусну поверхню мікрогвинта. Палець 6 притиснений до торцевої зубчастої поверхні тріскачки 7.
У мікрометричних приладах використовується гвинтова пара (рис. 2.53), де поздовжнє переміщення гвинта прямо пропорційне кроку різі і куту повороту гвинта. За один оберт мікрометричний гвинт переміщується вздовж осі на крок різі (0,5 мм ). Барабан розділений по колу на 50 рівних частин (рис. 2.54).
З’єднання барабана з мікрогвинтом здійснено притисканням ступінчастого (а) або конічного (б) хвостовика мікрогвинта до барабана ковпачковою гайкою з тріскачкою.
Тріскачка забезпечує постійне вимірювальне зусилля. У мікрометрів типу МК допускається вимірювальне зусилля 700 ± 200 гс.
Положення мікрометричного гвинта фіксує стопор.
При повороті на одну поділку мікрометричний гвинт 2, з’єднаний з барабаном 1, переміщується вздовж осі на 1/50 кроку, тобто 0,5 мм : 50 = 0,01 мм , що є ціною поділки мікрометра.
Ціле число міліметрів і половину міліметра відлічують краєм скосу барабана за шкалою стебла.
Соті частки міліметра визначають за порядковим номером штриха барабана, що збігається з поздовж нім штрихом стебла.
Скіс на барабані для шкали сотих частин міліметра наближає її до шкали стебла і тим оберігає від спотворень під час читання показань.
Законспектувати. Вивчити матеріал.
25.11.2024
Тема уроку: Правила користування штангенінструментом.
Штангенінструменти поширені в машинобудуванні. їх застосовують для вимірювання зовнішніх і внутрішніх діаметрів, довжини, товщини, глибини тощо.
Штангенциркулі застосовують трьох типів—ШЦ-І, ШЦ-ІІ і ШЦ-ІІІ. їх виготовляють з різними границями вимірювання, мм: 0...125 (ШЦ-І); 0...160 (ШЦ-ІІ); 0...400 (ШЦ-ІІІ); відліки за ноніусом становлять 0,1 мм (ШЦ-1) і 0,05 мм (ШЦ-ІІ і ШЦ-ІІІ).

Штангенциркуль ШЦ-І застосовують для вимірювання зовнішніх, внутрішніх розмірів і глибини з величиною відліку за ноніусом 0,1 мм. Штангенциркуль має штангу, на якій нанесена шкала з основними міліметровими поділками. На одному кінці цієї штанги є вимірювальні губки 2 і 7, а на іншому — лінійка 6 для вимірювання глибини. По штанзі переміщується рухома рамка, 3 з губками.
Рамку у процесі вимірювання закріплюють на штанзі затискачем 4. Нижні губки 7 служать для вимірювання зовнішніх розмірів, а верхні 2—внутрішніх. На скісній, грані рамки 3 нанесена шкала 5 з дробовими поділками, яка називається ноніусом.
Ноніус служить для визначення дробової величини ціни поділки штанги, тобто для визначення часток міліметра.
Законспектувати. Вивчити матеріал.
Штангенінструменти поширені в машинобудуванні. їх застосовують для вимірювання зовнішніх і внутрішніх діаметрів, довжини, товщини, глибини тощо.
Штангенциркулі застосовують трьох типів—ШЦ-І, ШЦ-ІІ і ШЦ-ІІІ. їх виготовляють з різними границями вимірювання, мм: 0...125 (ШЦ-І); 0...160 (ШЦ-ІІ); 0...400 (ШЦ-ІІІ); відліки за ноніусом становлять 0,1 мм (ШЦ-1) і 0,05 мм (ШЦ-ІІ і ШЦ-ІІІ).

Штангенциркуль ШЦ-І застосовують для вимірювання зовнішніх, внутрішніх розмірів і глибини з величиною відліку за ноніусом 0,1 мм. Штангенциркуль має штангу, на якій нанесена шкала з основними міліметровими поділками. На одному кінці цієї штанги є вимірювальні губки 2 і 7, а на іншому — лінійка 6 для вимірювання глибини. По штанзі переміщується рухома рамка, 3 з губками.
Рамку у процесі вимірювання закріплюють на штанзі затискачем 4. Нижні губки 7 служать для вимірювання зовнішніх розмірів, а верхні 2—внутрішніх. На скісній, грані рамки 3 нанесена шкала 5 з дробовими поділками, яка називається ноніусом.
Ноніус служить для визначення дробової величини ціни поділки штанги, тобто для визначення часток міліметра.
25.11.2024.
Тема уроку: Мікрометричні інструменти.

Переписати в конспект. Вивчити будову мікрометра

13.11.2024
Тема уроку: Види штангенінструментів.
До штангенінструментів належать; штангенциркулі для вимірювання зовнішніх і внутрішніх розмірів; штангенглибиноміри для вимірювання глибини отворів, пазів; штангенрейсмуси для розмічання і вимірювання висоти виробів.Усі види штангенінструменту мають штангу і відліковий пристрій з ноніусом, який дає змогу проводити відлік дробових часток поділок основної шкали.
 Переписати в конспект. Вивчити будову штангенциркуля.
Переписати в конспект. Вивчити будову штангенциркуля.

08.11.2024
Тема уроку: Поняття про посадки. Шорсткість поверхонь.
Поняття про посадки
Посадка – це характер з’єднання деталей, що визначається величиною отриманих зазорів чи натягів.
Зазор – це різниця розмірів отвору та валу, якщо розмір отвору більший.
Зазор забезпечує можливість відносного зміщення складальних одиниць.
Smax=Dmax-dmin
Smin=Dmin-dmax
Sc=(Smax+ Smin)/2
Натяг – це різниця розмірів вала та отвору, якщо розмір вала більший.
Натяг забезпечує взаємну нерухомість складальних одиниць.
Nmax=dmax-Dmin
Nmin=dmin-Dmax
Nc=(Nmax+ Nmin)/2
Посадка з зазором – це посадка, при якій забезпечується зазор у з’єднанні для якої S>0
Посадка з натягом – це посадка, при якій забезпечується натяг у з’єднанні N≥0
Перехідна посадка – це посадка, при якій можливо отримати як зазор так і натяг, S і N>0
Допуск посадки – це різниця між найбільшим і найменшим допустимим зазором або найбільшим і найменшим допустимим натягом
Ts=Smax-Smin
Tn=Nmax-Nmin
У перехідних посадках допуск посадки – це сума найбільшого натягу та найбільшого зазору, взятих за абсолютним значенням.
Tsn= Nmax+ Smax
Шорсткість поверхонь ст. 228-238
Посилання на підручник: Сидоренко В.К. Технічне креслення
https://drive.google.com/file/d/1mv6mEiVOdkmNPim8a9M0BXTTXYQZ1cZg/view
Законспектувати. Вивчити матеріал.
01.11.2024
Тема уроку: Позначення допусків, квалітети.
Позначення допусків, квалітети
28 рядів основних відхилів

Квалітет (з німецької) – якість
В системі ISO 20 квалітетів точності:
01; 0; 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18
Найточніший 01
Позначення квалітету: ІТ01 …ІТ18
Квалітети ІТ01 …ІТ5 використовують в приладобудуванні
ІТ6 …ІТ10 використовують в машинобудуванні
ІТ11 …ІТ18 використовують сільськогосподарському машинобудуванні.
Законспектувати. Вивчити матеріал.

25.10.2024
Тема уроку: Поняття про розміри, відхилення і допуски.
Під час проектування деталей машин їх геометричні параметри задаються розмірами елементів, а також формою і взаємним розташуванням поверхонь.
Під час виготовлення та зберігання виникають відхилення геометричних параметрів реальних деталей від ідеальних значень — погрішності. Ступінь наближення дійсних розмірів до ідеальних ; називається точністю. Точність та погрішність взаємопов'язані. Точність характеризується границями, обмежуючими значення погрішності (нормована точність) або дійсною погрішністю (дійсна точність).
Точність визначається за ознаками:
1. за розмірами;
2. за формою;
3. за взаємним розташуванням поверхонь;
4. за шорсткістю.
Для раціональної експлуатації необхідна висока точність, але технологічно важко досягти високої точності. Критерієм оптимального вибору точності є забезпечення працездатності виробу при мінімальній сумарній вартості його виготовлення.

Рис. 1. Граничні розміри
Розрізняють найбільші граничні розміри і найменші граничні розміри:
Dmax
найбільший граничний розмір отвору
Dmax = DH + ES
Dmin
найменший граничний розмір отвору
Dmin = DH - ЕІ
dmax
найбільший граничний розмір валу
dmax = dH + es
dmin
найменший граничний розмір валу
dmin = dH - ei
Розрізняють верхнє і нижнє відхилення:
ES
верхнє відхилення отвору
ES = Dmax -DH
EI
нижнє відхилення отвору
ЕІ = Dmin- DH
es
верхнє відхилення валу
es = dmax - dH
ei
нижнє відхилення валу
еi = dmin - dH
2. Допуск. Поле допуску
Допуск (toleranc в перекладі з франц. ) – це абсолютна величина без знаку, позначається буквою Т , різниця між найбільшим і найменшим граничним розмірами або алгебраїчна різниця між верхнім і нижнім відхиленнями.
Формули визначення допусків:
Допуск отвору: TD = Dmax - Dmin = ES - EI
Допуск валу: Td = dmax - dmin = es – ei
Поле допуску – поле, обмежене верхнім і нижнім відхиленнями, воно є наслідком похибок, отриманих при виготовленні і в результаті контролю деталі.
Терміни і позначення
Отвір – це умовна назва поверхонь для позначення внутрішніх елементів деталей, позначається буквою D.
Вал – це умовна назва поверхонь для позначення зовнішніх елементів деталей, позначається буквою d.
Розмір - числове значення лінійної величини в обраних одиницях виміру.
Номінальний розмір – це розмір, який є початковим при визначенні відхилень і граничних розмірів, позначається буквою DH – для отвору, dH – для вала. Номінальні розміри деталей визначають розрахунковими або вибираються методом подібності.

Рис.2 Схема позначення розмірів, відхилень, допусків та полів допусків отвору та вала3. Умова придатності дійсного розміру деталі.
Дійсний розмір – це розмір встановлений вимірюванням. Кожний розмір деталі вимірюють три рази і більше, потім їх складають і ділять на число замірів. Середній розмір і є дійсним розміром.
Дійсний розмір дуже рідко співпадає з номінальним розміром. Щоб розмір деталі був придатним, він повинен бути менше максимального.
Якщо це правило не виконується то деталь іде в брак.
Позначається: Dд , dд . Dmax ≥ Dд ≥ Dmin та dmax ≥ dд ≥ dmin
Номінальний розмір – це розмір, що задає початок відліку відхилень (положення 0 лінії)
Номінальний розмір:
· для отворів позначається літерою D;
для валів d
для незамкнутих поверхонь l
Нульова лінія – лінія відносно якої вказується граничне відхилення.
Дійсний розмір – розмір, що встановлений вимірювальним інструментом з відповідною точністю.
Граничні розміри деталі – це два гранично допустимі розміри, між якими повинен знаходитись і який може дорівнювати їм, дійсний розмір придатної деталі.
Під час проектування деталей машин їх геометричні параметри задаються розмірами елементів, а також формою і взаємним розташуванням поверхонь.
Під час виготовлення та зберігання виникають відхилення геометричних параметрів реальних деталей від ідеальних значень — погрішності. Ступінь наближення дійсних розмірів до ідеальних ; називається точністю. Точність та погрішність взаємопов'язані. Точність характеризується границями, обмежуючими значення погрішності (нормована точність) або дійсною погрішністю (дійсна точність).
Точність визначається за ознаками:
1. за розмірами;
2. за формою;
3. за взаємним розташуванням поверхонь;
4. за шорсткістю.
Для раціональної експлуатації необхідна висока точність, але технологічно важко досягти високої точності. Критерієм оптимального вибору точності є забезпечення працездатності виробу при мінімальній сумарній вартості його виготовлення.

Рис. 1. Граничні розміри
Розрізняють найбільші граничні розміри і найменші граничні розміри:
Dmax | найбільший граничний розмір отвору | Dmax = DH + ES |
Dmin | найменший граничний розмір отвору | Dmin = DH - ЕІ |
dmax | найбільший граничний розмір валу | dmax = dH + es |
dmin | найменший граничний розмір валу | dmin = dH - ei |
Розрізняють верхнє і нижнє відхилення:
ES | верхнє відхилення отвору | ES = Dmax -DH |
EI | нижнє відхилення отвору | ЕІ = Dmin- DH |
es | верхнє відхилення валу | es = dmax - dH |
ei | нижнє відхилення валу | еi = dmin - dH |
2. Допуск. Поле допуску
Допуск (toleranc в перекладі з франц. ) – це абсолютна величина без знаку, позначається буквою Т , різниця між найбільшим і найменшим граничним розмірами або алгебраїчна різниця між верхнім і нижнім відхиленнями.
Формули визначення допусків:
Допуск отвору: TD = Dmax - Dmin = ES - EI
Допуск валу: Td = dmax - dmin = es – ei
Поле допуску – поле, обмежене верхнім і нижнім відхиленнями, воно є наслідком похибок, отриманих при виготовленні і в результаті контролю деталі.
Терміни і позначення
Отвір – це умовна назва поверхонь для позначення внутрішніх елементів деталей, позначається буквою D.
Вал – це умовна назва поверхонь для позначення зовнішніх елементів деталей, позначається буквою d.
Розмір - числове значення лінійної величини в обраних одиницях виміру.
Номінальний розмір – це розмір, який є початковим при визначенні відхилень і граничних розмірів, позначається буквою DH – для отвору, dH – для вала. Номінальні розміри деталей визначають розрахунковими або вибираються методом подібності.

Рис.2 Схема позначення розмірів, відхилень, допусків та полів допусків отвору та вала
3. Умова придатності дійсного розміру деталі.
Дійсний розмір – це розмір встановлений вимірюванням. Кожний розмір деталі вимірюють три рази і більше, потім їх складають і ділять на число замірів. Середній розмір і є дійсним розміром.
Дійсний розмір дуже рідко співпадає з номінальним розміром. Щоб розмір деталі був придатним, він повинен бути менше максимального.
Якщо це правило не виконується то деталь іде в брак.
Позначається: Dд , dд . Dmax ≥ Dд ≥ Dmin та dmax ≥ dд ≥ dmin
Номінальний розмір – це розмір, що задає початок відліку відхилень (положення 0 лінії)
Номінальний розмір:
· для отворів позначається літерою D;
для валів d
для незамкнутих поверхонь l
Нульова лінія – лінія відносно якої вказується граничне відхилення.
Дійсний розмір – розмір, що встановлений вимірювальним інструментом з відповідною точністю.
Граничні розміри деталі – це два гранично допустимі розміри, між якими повинен знаходитись і який може дорівнювати їм, дійсний розмір придатної деталі.
Законспектувати. Вивчити матеріал.
17.10.2024
Тема уроку: Основні поняття про взаємозамінність.
Основні поняття про взаємозамінність
1761 році в Росії була поставлена задача взаємозамінності і спосіб її досягнення. В інструкції Тульському оружейному заводу було записано: «В силу объявленного моего предложения на каждую вещь порознь мастерам иметь меры или по заводскому обыкновению называемые лекалы с заводским клеймом или печатью оружейной канцелярии, аккуратные, по которым каждый с пропорцией всякую вещь при желании проводить мог без этого вещи одна с другой во всем точного равенства не имеют, потому, что дело одних происходит глазомерством, отчего неминуемо при приемках в полки должно быть переправкам и в том напрасно времени потеряние». Виконання заводами цієї інструкції привело до того, що всі частини замків зброї були взаємозамінними. Ось як свідчить французький інженер Коті в 1806 році: «…деякі із ціх замків були розібрані, частини перемішані, а потім із цих частин знову зібрані замки: при цьому всі частини підходили з такою точністю, начебто умисно підганялись одна до одної».
Основні поняття про взаємозамінність.
Взаємозамінністю називають властивість незалежно виготовлених деталей займати своє місце в машинах без додаткової механічної або ручної обробки при збиранні або ремонті і забезпечувати нормальну роботу даного виробу в відповідності з технічною документацією. Розрізняють геометричну і функціональну взаємозамінність.
Геометрична взаємозамінність відповідає за геометричні розміри, форму, взаємо розміщення поверхонь і шорсткість поверхонь деталей і збірних одиниць.
Функціональна взаємозамінність вимагає забезпечити взаємозамінність по механічним і іншим експлуатаційним показникам, що забезпечують працездатність, надійність і довговічність машин.
Взаємозамінність розрізняють:
1. Повну взаємозамінність.
При збиранні до деталей не застосовують додаткові операції. Підходить будь яка деталь. Допуск менший.
2. Неповна взаємозамінність.
Допуск збільшують на 30%.
3. Групова взаємозамінність.
Допуск збільшують в 3 рази і додають операцію сортування деталей.
4. Складання шляхом компенсаторів.
5. Підгонка.
Одну з деталей підганяють найчастіше це роблять з валом.
10.10.2024
Тема уроку: Зміст курсу. Поняття про стандартизацію.
Стандартизація, її роль у підвищенні якості продукції.
Стандартизація – це встановлення і дотримання правил з метою упорядкування діяльності в певній області на користь і за участі всіх зацікавлених сторін, і в деякій мірі для досягнення загальної оптимальної економії при дотриманні умов експлуатації і вимог безпеки. Вона базується на об’єднаних досягненнях науки, техніки і практичного досвіду і, визначаючи основу не тільки сучасного, але і майбутнього розвитку, повинна здійснюватися нерозривно з прогресом.
В залежності від масштабу робіт розрізняють національну і міжнародну стандартизацію.
Національна стандартизація – це робота по стандартизації в межах однієї країни. В наслідок цієї роботи затверджуються державні стандарти.
Міжнародна стандартизація – це робота по стандартизації, в якій приймають участь дві і більше держави. В наслідок цієї роботи затверджуються міжнародні стандарти і рекомендації для країн розробників. Вимоги міжнародних стандартів і рекомендацій враховуються при розробці або перегляді національних стандартів.
Стандарт є результат конкретної роботи по стандартизації, виконаної на основі досягнень науки, техніки і практичного досвіду і прийнятий компетентною організацією. Він може бути в вигляді:
документа, що містить ряд вимог (норм), які підлягають виконанню;
основної одиниці і фізичної константи, наприклад ампер, абсолютний нуль (Кельвіна);
предмета для фізичного порівняння, наприклад метр.
Стандартизація в промисловості здійснюється різними методами, головними з яких є уніфікація, типізація і агрегатування.
Уніфікація – метод стандартизації, націлений на раціональне зменшення числа типів, видів і розмірів об’єктів однакового функціонального призначення.
Головними цілями уніфікації є:
- зменшення різноманітності видів, типів і типорозмірів виробів шляхом зміни в деяких випадках конструкції, розмірів, методів виробництва, технічних вимог, марок і різновидів використовуваних матеріалів, видів металевих покриттів;
- зміни конструкції, використовуваних розмірів, марки матеріалів, видів термообробки і точності виготовлення аналогічних деталей, що використовуються на різних заводах, з метою автоматизацій їх виробництва;
- створення комплексів взаємозамінних агрегатів, збірних одиниць і деталей для збирання набагато більшої номенклатури машин, механізмів і апаратів в порівнянні з існуючими неуніфікованими виробами за рахунок додавання деякої кількості оригінальних збірних одиниць і деталей;
- перегляд видів, типів і типорозмірів виробів, що виготовляються з метою заміни морально застарілих або недосить якісних більш сучасними, надійними і довговічнішими виробами.
Типізація – метод стандартизації, метою якого є розробка і встановлення типових конструктивних, технологічних, організаційних, і інших рішень. В нормативних документах закріплюються загальні для ряду виробів або процесів характеристики, які в окремих випадках можуть доповнюватись необхідними специфічними даними.
Агрегатування – метод стандартизації, направлений на створення машин, механізмів і інших виробів шляхом їх збирання із обмеженої кількості стандартних і уніфікованих деталей і агрегатів, що мають взаємозамінність, кожні з них можуть бути використані для створення різних модифікацій машин того ж, або інших класів.