18.04.2025
Тема уроку 15: Допуски і посадки різьбових з’єднань
Допуски для діаметрів різьби болтів і гайок визначаються в залежності від прийнятої ступеня точності, що позначається числами. Прийнято наступні ступені точності для діаметрів болта і гайки: d = 4, 6, 8; d2 - 4, 6, 7, 8; D1 - 5, 6, 7; D2 - 4, 5, 6, 7. Допуски діаметрів d1 і D - не встановлюються.
Встановлено ряди основних відхилень - верхніх es для зовнішньої різьби (болтів) і нижніх EI для внутрішньої різьби (гайок), які визначають розташування полів допусків діаметрів різьблення щодо номінального профілю.
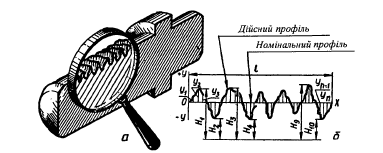
Значення допусків діаметрів залежать від ступеня точності і кроку різьблення (допуск середнього діаметра залежить ще і від номінального діаметра різьби). Стандартом регламентовані допуски середнього діаметра Td2. TD2. зовнішньої і внутрішньої різьби. зовнішнього діаметра Td зовнішньої різьби і внутрішнього діаметра TD2. внутрішньої різьби (див. рис. 2).
Допуски середніх діаметрів є сумарними, що включають відхилення власне середнього діаметра і діаметральні компенсації відхилень кроку і половини кута профілю.
Поле допуску різьби утворюється поєднанням поля допуску середнього діаметра з полем допуску діаметра виступів (діаметра d для болтів і діаметра D1 для гайок).
Позначення поля допуску діаметра різьби складається з цифри, яка б показала ступінь точності, і букви, що означає основне відхилення.
Позначення поля допуску різьби включає в себе позначення поля допуску середнього діаметра, що розміщується на першому місці, і позначення поля допуску зовнішнього діаметру для болтів (внутрішнього діаметра для гайок).
Якщо позначення поля допуску діаметра по вершинах різьби збігається з позначенням поля допуску середнього діаметра, то його в позначенні поля допуску різьби не повторюють.
Приклади позначення полів допусків
різьблення з великим кроком:
- болт М10 - 6g;
- гайка М10 - 6Н;
різьблення з дрібним кроком:
- болт М10 X 1 - 6g;
- гайка М10 X 1 - 6Н.
Посадки різьбових деталей позначають дробом, в чисельнику якого вказують позначення поля допуску гайки, а в знаменнику - позначення поля допуску болта. Наприклад: М10 - 6H / 6g і М10 × 1 - 6H / 6g.
Залежно від вимог, що пред'являються до точності нарізного сполучення, поля допусків різьби болтів і гайок встановлені в трьох умовних класах точності (знаком ∗ відзначені поля допусків кращого застосування):
5Н; 6Н; 6Н ∗ ; 6G
Згідно ГОСТ 16093-81 допускаються будь-які поєднання полів допусків різьби болтів і гайок, але поєднання полів допусків різних класів точності на середній і зовнішній (або внутрішній для гайок) діаметри різьби повинно бути обгрунтовано.
У з'єднаннях шпильок з корпусами, а також при наявності спеціальних вимог до різьбових з'єднань застосовують перехідні посадки, а також посадки з натягом. Нерухомість і міцність з'єднання забезпечуються при посадках з натягом за рахунок натягу по середньому діаметру, при перехідних посадках - за рахунок застосування додаткових елементів заклинювання: конічного сбєга, плоского бурту або циліндричної цапфи.
Схема розташування полів допусків для посадок з натягом показана на (рис. 2, а). По зовнішньому і внутрішньому діаметрам передбачені зазори, що компенсують пластичне протягом матеріалу до вершин різьблення. Для освіти полів допусків в посадках з натягом встановлені основні відхилення діаметрів різьби в залежності від ступеня точності.
") Мал. 2 - Схеми розташування полів допусків діаметрів (а) і середнього діаметра (б) різьблення з натягом
Мал. 2 - Схеми розташування полів допусків діаметрів (а) і середнього діаметра (б) різьблення з натягомПри малих натягах не виключається вигвинчування шпильок в експлуатації, а при надмірно великих натягах можливо скручування шпильок і руйнування різьблення в корпусах при монтажі, тому на середні діаметри різьби деталей стандартом встановлено вищі ступені точності: 3-тя і 2-я - для шпильок, 2-я - для гнізд.
Законспектувати. Вивчити матеріал.
Допуски для діаметрів різьби болтів і гайок визначаються в залежності від прийнятої ступеня точності, що позначається числами. Прийнято наступні ступені точності для діаметрів болта і гайки: d = 4, 6, 8; d2 - 4, 6, 7, 8; D1 - 5, 6, 7; D2 - 4, 5, 6, 7. Допуски діаметрів d1 і D - не встановлюються.
Встановлено ряди основних відхилень - верхніх es для зовнішньої різьби (болтів) і нижніх EI для внутрішньої різьби (гайок), які визначають розташування полів допусків діаметрів різьблення щодо номінального профілю.
Значення допусків діаметрів залежать від ступеня точності і кроку різьблення (допуск середнього діаметра залежить ще і від номінального діаметра різьби). Стандартом регламентовані допуски середнього діаметра Td2. TD2. зовнішньої і внутрішньої різьби. зовнішнього діаметра Td зовнішньої різьби і внутрішнього діаметра TD2. внутрішньої різьби (див. рис. 2).
Допуски середніх діаметрів є сумарними, що включають відхилення власне середнього діаметра і діаметральні компенсації відхилень кроку і половини кута профілю.
Поле допуску різьби утворюється поєднанням поля допуску середнього діаметра з полем допуску діаметра виступів (діаметра d для болтів і діаметра D1 для гайок).
Позначення поля допуску діаметра різьби складається з цифри, яка б показала ступінь точності, і букви, що означає основне відхилення.
Позначення поля допуску різьби включає в себе позначення поля допуску середнього діаметра, що розміщується на першому місці, і позначення поля допуску зовнішнього діаметру для болтів (внутрішнього діаметра для гайок).
Якщо позначення поля допуску діаметра по вершинах різьби збігається з позначенням поля допуску середнього діаметра, то його в позначенні поля допуску різьби не повторюють.
Приклади позначення полів допусківрізьблення з великим кроком:
- болт М10 - 6g;
- гайка М10 - 6Н;
- болт М10 X 1 - 6g;
- гайка М10 X 1 - 6Н.
Посадки різьбових деталей позначають дробом, в чисельнику якого вказують позначення поля допуску гайки, а в знаменнику - позначення поля допуску болта. Наприклад: М10 - 6H / 6g і М10 × 1 - 6H / 6g.
Залежно від вимог, що пред'являються до точності нарізного сполучення, поля допусків різьби болтів і гайок встановлені в трьох умовних класах точності (знаком ∗ відзначені поля допусків кращого застосування):
5Н; 6Н; 6Н ∗ ; 6G
Згідно ГОСТ 16093-81 допускаються будь-які поєднання полів допусків різьби болтів і гайок, але поєднання полів допусків різних класів точності на середній і зовнішній (або внутрішній для гайок) діаметри різьби повинно бути обгрунтовано.
У з'єднаннях шпильок з корпусами, а також при наявності спеціальних вимог до різьбових з'єднань застосовують перехідні посадки, а також посадки з натягом. Нерухомість і міцність з'єднання забезпечуються при посадках з натягом за рахунок натягу по середньому діаметру, при перехідних посадках - за рахунок застосування додаткових елементів заклинювання: конічного сбєга, плоского бурту або циліндричної цапфи.
Схема розташування полів допусків для посадок з натягом показана на (рис. 2, а). По зовнішньому і внутрішньому діаметрам передбачені зазори, що компенсують пластичне протягом матеріалу до вершин різьблення. Для освіти полів допусків в посадках з натягом встановлені основні відхилення діаметрів різьби в залежності від ступеня точності.
При малих натягах не виключається вигвинчування шпильок в експлуатації, а при надмірно великих натягах можливо скручування шпильок і руйнування різьблення в корпусах при монтажі, тому на середні діаметри різьби деталей стандартом встановлено вищі ступені точності: 3-тя і 2-я - для шпильок, 2-я - для гнізд.
01.04.2025
Тема уроку: Шорсткість поверхонь
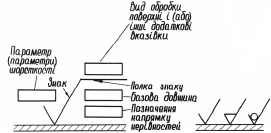
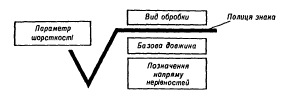
Сукупність нерівностей, що
утворюють рельєф поверхні деталі, називають шорсткістю поверхні.
Для позначення шорсткості
застосовують два параметри:
сероднє арифметичне відхилення
профілю Ra

01.04.2025
Тема уроку: Засоби вимірювання кутів та гладких конусів
У машинобудуванні розрізняють 4 групи вимірювання кутів.До першої групи відносять прилади, застосування яких засноване на порівнянні вимірюваного кута з жорсткою мірою: призматичні кутові прилади, конусні калібри, шаблони та ін. Відмітною особливістю кутомірних приладів цієї групи є сталість одного (наприклад, у кутнику) або декількох (наприклад, у призматичній мірі) кутів. При використанні цих приладів їх або безпосередньо вводять у зіткнення з твірними вимірюваного кута (потім визначають ступінь прилягання «на просвіт» або «за фарбою»), або за ними налаштовують на нуль відліковий пристрій будь-якого контрольного приладу.

До другої групи відносять прилади для вимірювання кутів методом порівняння їх з кутом, на який налаштовується вимірювальний прилад, наприклад тангенсні і синусні лінійки. Налаштування здійснюють з функцій тангенса або синуса на розмір вимірюваного або додаткового кута. За допомогою відлікового пристрою вимірюваний кут порівнюють з кутом, на який налаштований прилад, і визначають відхилення.

Синусна лінійка (С. л.) - спеціальна лінійка у вигляді прямокутного паралелепіпеда з двома циліндричними роликами (кульками) на кінцях (рис. 5.23). С. л. призначається для встановлення заданого кута при виготовленні або вимірюванні деталей (наприклад, конусів, клинів і т. п.). С. л. розташовується на плиті, під один ролик плити встановлюється блок кінцевих мір довжини, розмір h яких підраховують за формулою h = L • sin а, де а - кут, на який потрібно встановити площину С. л., L - відстань між осями роликів. Відстані між роликами зазвичай складають від 100 до 500 мм, встановлення кута (нахилу) здійснюється в одному, або двох взаємоперпендикулярних напрямках. Вимірювана або оброблювана деталь встановлюється на плоскій поверхні С. л. (або у центрах). Найбільш часто С. л. використовують разом із відліковою головкою для визначення похибки кута у конусних калібрів (рис. 5.23).

Рис. 5.23. Вимірювання кута при використанні синусної лінійки: а - зовнішнього конуса; б - внутрішнього конуса; 1 - конусний калібр; 2 - відлікова головка; I і II - положення відлікової головки
С. л. налаштовують на номінальний кут конуса, а за шкалою відлікової головки визначають відхилення від горизонтального положення твірної конуса щодо плити, на якій знаходиться С. л. За допомогою С. л. зазвичай встановлюють кути від 0 до 45° із похибкою від 4 до 15", що залежить від номінальної відстані між роликами, розміру кута, на який проводиться установка С. л., і від точності її виготовлення.
Принцип С. л. використовується, наприклад, у конструкціях різних приладів для передачі рухів під кутом до основного руху, у пристроях до металорізальних верстатів при обробці деталей із похилими поверхнями.
Історична довідка
Синус - одна з тригонометричних функцій; позначення - sin. Синусом гострого кута в прямокутному трикутнику називається відношення катета, лежачого проти цього кута, до гіпотенузи. Індійські математики синус позначали словом «джіва» (в перекл. - «тятива лука»). Араби переробили цей термін у «джіба», який надалі перетворився на «джайо» - повсякденне слово арабської мови, що означає «вигин», «пазуха», «складка одягу» і відповідає латинському слову sinus.
У третю групу входять прилади, в яких застосовується спосіб порівняння вимірюваного кута з кутовою шкалою: кутоміри з ноніусом (рис. 5.24), оптичні кутоміри (рис. 5.25), ділильні головки, ділильні столи, рівні, теодоліти, квадранти, гоніометри і т. д. Цей спосіб часто називають гоніометричним.

Рис. 5.24. Кутомір з ноніусом: 1 - ноніус; 2 - шкала, 3 - косинець; 4 і 5 - тримачі; 6 - знімна лінійка

Рис. 5.25. Оптичний кутомір
Кутоміри з ноніусом випускаються двох типів: УН - для вимірювання зовнішніх і внутрішніх кутів; УМ - для вимірювання зовнішніх кутів.
Кутоміром УМ (рис. 5.26, а) вимірюють зовнішні кути від 0 до 180°.
Основою цього кутоміра служить транспортир 5 зі шкалою, що має ціну поділки 1°; у центрі транспортира розташована вісь 2, на ребрі транспортира укріплена нерухома вимірювальна лінійка 4. На осі 2 повертається сектор 3 разом із рухомою лінійкою 10, ноніусом 8 (ціна поділки ноніуса становить 2' або 5'), а також стопором 9.
Кути вимірюють трьома основними методами:
1) методом порівняння з жорсткими контрольними інструментами - кутовими приладами, косинцями, конусними калібрами і шаблонами;
2) абсолютним гоніометричним методом, який оснований на використанні приладів із кутомірною шкалою; до універсальних засобів вимірювання кутів належать ноніусні, оптичні й індикаторні кутоміри;
3) непрямим тригонометричним методом, який полягає у визначенні лінійних розмірів, пов’язаних із вимірюванням кута тригонометричною функцією.
Якщо потрібно виміряти зовнішній кут у межах від 0 до 90 °, то збирається весь комплект кутоміра, для чого на рухому лінійку 10 надягають тримач зі знімним косинцем 1 і гвинтом затиску. Для плавності підведення до потрібного стану кутомір забезпечений мікроподачею 6, 7. Якщо потрібно виміряти зовнішній кут у межах від 90 до 180 °, то, звільнивши затискач, знімають кутник 1.
При визначенні величини кута використовують так зване правило штангенциркуля.

Рис. 5.26. Кутомір транспортирний УМ з ціною поділки ноніуса:

Четверту групу становлять прилади, застосування яких ґрунтується на визначенні розміру сторони прямокутного трикутника (при постійному розмірі іншої сторони) й обчисленні за тригонометричними функціями синуса і тангенса значення шуканого кута. Ці вимірювання проводять на вимірювальних мікроскопах, координатно- вимірювальних машинах, спеціальних пристроях і т. п.
До першої групи відносять прилади, застосування яких засноване на порівнянні вимірюваного кута з жорсткою мірою: призматичні кутові прилади, конусні калібри, шаблони та ін. Відмітною особливістю кутомірних приладів цієї групи є сталість одного (наприклад, у кутнику) або декількох (наприклад, у призматичній мірі) кутів. При використанні цих приладів їх або безпосередньо вводять у зіткнення з твірними вимірюваного кута (потім визначають ступінь прилягання «на просвіт» або «за фарбою»), або за ними налаштовують на нуль відліковий пристрій будь-якого контрольного приладу.

До другої групи відносять прилади для вимірювання кутів методом порівняння їх з кутом, на який налаштовується вимірювальний прилад, наприклад тангенсні і синусні лінійки. Налаштування здійснюють з функцій тангенса або синуса на розмір вимірюваного або додаткового кута. За допомогою відлікового пристрою вимірюваний кут порівнюють з кутом, на який налаштований прилад, і визначають відхилення.
Синусна лінійка (С. л.) - спеціальна лінійка у вигляді прямокутного паралелепіпеда з двома циліндричними роликами (кульками) на кінцях (рис. 5.23). С. л. призначається для встановлення заданого кута при виготовленні або вимірюванні деталей (наприклад, конусів, клинів і т. п.). С. л. розташовується на плиті, під один ролик плити встановлюється блок кінцевих мір довжини, розмір h яких підраховують за формулою h = L • sin а, де а - кут, на який потрібно встановити площину С. л., L - відстань між осями роликів. Відстані між роликами зазвичай складають від 100 до 500 мм, встановлення кута (нахилу) здійснюється в одному, або двох взаємоперпендикулярних напрямках. Вимірювана або оброблювана деталь встановлюється на плоскій поверхні С. л. (або у центрах). Найбільш часто С. л. використовують разом із відліковою головкою для визначення похибки кута у конусних калібрів (рис. 5.23).
Рис. 5.23. Вимірювання кута при використанні синусної лінійки: а - зовнішнього конуса; б - внутрішнього конуса; 1 - конусний калібр; 2 - відлікова головка; I і II - положення відлікової головки |
С. л. налаштовують на номінальний кут конуса, а за шкалою відлікової головки визначають відхилення від горизонтального положення твірної конуса щодо плити, на якій знаходиться С. л. За допомогою С. л. зазвичай встановлюють кути від 0 до 45° із похибкою від 4 до 15", що залежить від номінальної відстані між роликами, розміру кута, на який проводиться установка С. л., і від точності її виготовлення.
Принцип С. л. використовується, наприклад, у конструкціях різних приладів для передачі рухів під кутом до основного руху, у пристроях до металорізальних верстатів при обробці деталей із похилими поверхнями.
Історична довідка
Синус - одна з тригонометричних функцій; позначення - sin. Синусом гострого кута в прямокутному трикутнику називається відношення катета, лежачого проти цього кута, до гіпотенузи. Індійські математики синус позначали словом «джіва» (в перекл. - «тятива лука»). Араби переробили цей термін у «джіба», який надалі перетворився на «джайо» - повсякденне слово арабської мови, що означає «вигин», «пазуха», «складка одягу» і відповідає латинському слову sinus.
У третю групу входять прилади, в яких застосовується спосіб порівняння вимірюваного кута з кутовою шкалою: кутоміри з ноніусом (рис. 5.24), оптичні кутоміри (рис. 5.25), ділильні головки, ділильні столи, рівні, теодоліти, квадранти, гоніометри і т. д. Цей спосіб часто називають гоніометричним.
Рис. 5.24. Кутомір з ноніусом: 1 - ноніус; 2 - шкала, 3 - косинець; 4 і 5 - тримачі; 6 - знімна лінійка |
Рис. 5.25. Оптичний кутомір |
Кутоміри з ноніусом випускаються двох типів: УН - для вимірювання зовнішніх і внутрішніх кутів; УМ - для вимірювання зовнішніх кутів.
Кутоміром УМ (рис. 5.26, а) вимірюють зовнішні кути від 0 до 180°.
Основою цього кутоміра служить транспортир 5 зі шкалою, що має ціну поділки 1°; у центрі транспортира розташована вісь 2, на ребрі транспортира укріплена нерухома вимірювальна лінійка 4. На осі 2 повертається сектор 3 разом із рухомою лінійкою 10, ноніусом 8 (ціна поділки ноніуса становить 2' або 5'), а також стопором 9.
Кути вимірюють трьома основними методами:
1) методом порівняння з жорсткими контрольними інструментами - кутовими приладами, косинцями, конусними калібрами і шаблонами;
2) абсолютним гоніометричним методом, який оснований на використанні приладів із кутомірною шкалою; до універсальних засобів вимірювання кутів належать ноніусні, оптичні й індикаторні кутоміри;
3) непрямим тригонометричним методом, який полягає у визначенні лінійних розмірів, пов’язаних із вимірюванням кута тригонометричною функцією.
Якщо потрібно виміряти зовнішній кут у межах від 0 до 90 °, то збирається весь комплект кутоміра, для чого на рухому лінійку 10 надягають тримач зі знімним косинцем 1 і гвинтом затиску. Для плавності підведення до потрібного стану кутомір забезпечений мікроподачею 6, 7. Якщо потрібно виміряти зовнішній кут у межах від 90 до 180 °, то, звільнивши затискач, знімають кутник 1.
При визначенні величини кута використовують так зване правило штангенциркуля.
Рис. 5.26. Кутомір транспортирний УМ з ціною поділки ноніуса: |
Четверту групу становлять прилади, застосування яких ґрунтується на визначенні розміру сторони прямокутного трикутника (при постійному розмірі іншої сторони) й обчисленні за тригонометричними функціями синуса і тангенса значення шуканого кута. Ці вимірювання проводять на вимірювальних мікроскопах, координатно- вимірювальних машинах, спеціальних пристроях і т. п.
28.03.2025.
Тема уроку: Допуски і посадки в системі отвору.
Допуски і посадки в системі отвору.
Основний отвір – це отвір, у якого нижнє відхилення дорівнює нулю, тобто EI = 0.
Посадки з зазором, натягом, перехідні можна одержати, змінюючи положення полів допусків валу з основним отвором.

Законспектувати. Вивчити матеріал.

25.03.2025 р.
Тема урок: Графічне зображення полів допусків та посадок.
Графічне зображення полів допусків та посадок
Посадка – це характер з’єднання деталей, що визначається величиною отриманих зазорів чи натягів.
Зазор – це різниця розмірів отвору та валу, якщо розмір отвору більший.
Зазор забезпечує можливість відносного зміщення складальних одиниць.
Smax=Dmax-dmin
Smin=Dmin-dmax
Sc=(Smax+ Smin)/2
Натяг – це різниця розмірів вала та отвору, якщо розмір вала більший.
Натяг забезпечує взаємну нерухомість складальних одиниць.
Nmax=dmax-Dmin
Nmin=dmin-Dmax
Nc=(Nmax+ Nmin)/2
Посадка з зазором – це посадка, при якій забезпечується зазор у з’єднанні для якої S>0
Посадка з натягом – це посадка, при якій забезпечується натяг у з’єднанні N≥0
Перехідна посадка – це посадка, при якій можливо отримати як зазор так і натяг, S і N>0
Допуск посадки – це різниця між найбільшим і найменшим допустимим зазором або найбільшим і найменшим допустимим натягом
Ts=Smax-Smin
Tn=Nmax-Nmin
У перехідних посадках допуск посадки – це сума найбільшого натягу та найбільшого зазору, взятих за абсолютним значенням.
Tsn= Nmax+ Smax
Графічно зобразити поля допусків та посадок для одного з варіантів.
 Довідковий матеріалПоля допусків валів. Граничні відхилення (ГОСТ 2534–82)
Довідковий матеріалПоля допусків валів. Граничні відхилення (ГОСТ 2534–82)Інтервал розмірів в мм Поля допусків g4 h4 g5 h5 js5 m5 g6 h6 js6 k6 n6 p6 r6 f7 h7 s7 e8 h8 u8 f9 h9 js9 d11 h11 Граничні відхилення, мкм Від 1 до 3 –2
–5 0
–3 –2
–6 0
–4 +2,0
–2,0 +6
+2 –2
–8 0
–6 +3,0
–3,0 +6
0 +10
+4 +12
+6 +16
+10 –6
–16 0
–10 +24
+14 –14
–28 0
–14 +32
+18 –6
–31 0
–25 +12
–12 –20
–30 0
–60 Більше 3 до 6 –4
–8 0
–4 –4
–9 0
–5 +2,5
–2,5 +9
+4 –4
–12 0
–8 +4,0
–4,0 +9
+1 +16
+8 +20
+12 +23
+15 –10
–22 0
–12 +31
+19 –20
–38 0
–18 +41
+23 –10
–40 0
–30 +15
–15 –30
–105 0
–75 Більше 6 до 10 –5
–9 0
–4 –5
–11 0
–6 +3,0
–3,0 +12
+6 –5
–14 0
–9 +4,5
–4,5 +10
+1 +19
+10 +24
+15 +28
+19 –13
–28 0
–15 +38
+23 –25
–47 0
–22 +50
+28 –13
–49 0
–36 +18
–18 –40
–130 0
–90 Більше 10 до 18 –6
–11 0
–5 –6
–14 0
–8 +4,0
–4,0 +15
+7 –6
–17 0
–11 +5,5
–5,5 +12
+1 +23
+12 +29
+18 +34
+23 –16
–34 0
–18 +46
+28 –32
–59 0
–27 +60
+33 –16
–59 0
–43 +21
–21 –50
–160 0
–110 Більше 18 до 24більше 24 до 30 –7
–13 0
–6 –7
–16 0
–9 +4,5
–4,5 +17
+8 –7
–20 0
–13 +6,5
–6,5 +15
+2 +28
+15 +35
+22 +41
+28 –20
–41 0
–21 +56
+35 –40
–73 0
–33 +74
+41 –20
–72 0
–52 +26
–26 –65
–195 0
–130 +81
+48 Більше 30 до 40більше 40 до 50 –9
–16 0
–7 –9
–20 0
–11 +5,5
–5,5 +20
+9 –9
–25 0
–16 +8,0
–8,0 +18
+2 +33
+17 +42
+26 +50
+34 –25
–50 0
–25 +68
+43 –50
–89 0
–39 +99
+60 –25
–82 0
–62 +31
–31 –80
–240 0
–160 +109
+70 Більше 50 до 65більше 65 до 80 –10
–18 0
–8 –10
–23 0
–13 +6,5
–6,5 +24
+11 –10
–29 0
–19 +9,5
–9,5 +21
+2 +39
+20 +51
+32 +60
+41 –30
–60 0
–30 +83
+53 –60
–106 0
–46 +133
+87 –30
–104 0
–74 +37
–37 –100
–290 0
–190 +62
+43 +89
+59 +148
+102 Більше 80 до 100більше 100 до 120 –12
–22 0
–10 –12
–27 0
–15 +7,5
–7,5 +28
+13 –12
–34 0
–22 +11,0
–11,0 +25
+3 +45
+23 +59
+37 +73
+51 –36
–71 0
–35 +106
+71 –76
–126 0
–54 +178
+124 –36
–123 0
–87 +43
–43 –120
–340 0
–220 +76
+54 +114
+79 +198
+144
Довідковий матеріалПоля допусків отворів. Граничні відхилення (ГОСТ 25347–82)Інтервал розмірів в мм Поля допусків H5 G6 H6 Js6 K6 G7 H7 Js7 K7 H8 E9 H9 Js9 D11 H11 Граничні відхилення, мкм Від 1 до 3 +4
0 +8
+2 +6
0 +3,0
–3,0 0
–6 +12
+2 +10
0 +5
–5 0
–10 +140
0 +39
+14 +25
0 +12
–12 +80
+20 +60
0 Більше 3 до 6 +5
0 +12
+4 +8
0 +4,0
–4,0 +2
–6 +16
+4 +12
0 +6
–6 +3
–9 +18
0 +50
+20 +30
0 +15
–15 +105
+30 +75
0 Більше 6 до 10 +6
0 +14
+5 +9
0 +4,5
–4,5 +2
–7 +20
+5 +15
0 +7
–7 +5
–10 +22
0 +61
+25 +36
0 +18
–18 +130
+40 +90
0 Більше 10 до 18 +8
0 +17
+6 +11
0 +5,5
–5,5 +2
–9 +24
+6 +18
0 +9
–9 +6
–12 +27
0 +75
+32 +43
0 +21
–21 +160
+50 +110
0 Більше 18 до 30 +9
0 +20
+7 +13
0 +6,5
–6,5 +2
–11 +28
+7 +21
0 +10
–10 +6
–15 +33
0 +92
+40 +52
0 +26
–26 +195
+65 +130
0
Законспектувати. Вивчити матеріал.

–5
–3
–6
–4
–2,0
+2
–8
–6
–3,0
0
+4
+6
+10
–16
–10
+14
–28
–14
+18
–31
–25
–12
–30
–60
–8
–4
–9
–5
–2,5
+4
–12
–8
–4,0
+1
+8
+12
+15
–22
–12
+19
–38
–18
+23
–40
–30
–15
–105
–75
–9
–4
–11
–6
–3,0
+6
–14
–9
–4,5
+1
+10
+15
+19
–28
–15
+23
–47
–22
+28
–49
–36
–18
–130
–90
–11
–5
–14
–8
–4,0
+7
–17
–11
–5,5
+1
+12
+18
+23
–34
–18
+28
–59
–27
+33
–59
–43
–21
–160
–110
–13
–6
–16
–9
–4,5
+8
–20
–13
–6,5
+2
+15
+22
+28
–41
–21
+35
–73
–33
+41
–72
–52
–26
–195
–130
+48
–16
–7
–20
–11
–5,5
+9
–25
–16
–8,0
+2
+17
+26
+34
–50
–25
+43
–89
–39
+60
–82
–62
–31
–240
–160
+70
–18
–8
–23
–13
–6,5
+11
–29
–19
–9,5
+2
+20
+32
+41
–60
–30
+53
–106
–46
+87
–104
–74
–37
–290
–190
+43
+59
+102
–22
–10
–27
–15
–7,5
+13
–34
–22
–11,0
+3
+23
+37
+51
–71
–35
+71
–126
–54
+124
–123
–87
–43
–340
–220
+54
+79
+144
0
+2
0
–3,0
–6
+2
0
–5
–10
0
+14
0
–12
+20
0
0
+4
0
–4,0
–6
+4
0
–6
–9
0
+20
0
–15
+30
0
0
+5
0
–4,5
–7
+5
0
–7
–10
0
+25
0
–18
+40
0
0
+6
0
–5,5
–9
+6
0
–9
–12
0
+32
0
–21
+50
0
0
+7
0
–6,5
–11
+7
0
–10
–15
0
+40
0
–26
+65
0
25.03.2025
Тема уроку: Допуски і посадки в системі вала.
Допуски і посадки в системі вала.
Основний вал – це вал, у якого верхнє відхилення дорівнює нулю, тобто es = 0.
Посадки з зазором, натягом, перехідні можна одержати, змінюючи положення полів допусків отвору з основним валом.

Законспектувати. Вивчити матеріал.

21.03.2025
Тема уроку: Позначення допусків, квалітети.
Позначення допусків, квалітети
28 рядів основних відхилів

Квалітет (з німецької) – якість
В системі ISO 20 квалітетів точності:
01; 0; 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18
Найточніший 01
Позначення квалітету: ІТ01 …ІТ18
Квалітети ІТ01 …ІТ5 використовують в приладобудуванні
ІТ6 …ІТ10 використовують в машинобудуванні
ІТ11 …ІТ18 використовують сільськогосподарському машинобудуванні.
Законспектувати. Вивчити матеріал.

21.03.2025
Тема уроку: Поняття про посадки.
Поняття про посадки
Посадка – це характер з’єднання деталей, що визначається величиною отриманих зазорів чи натягів.
Зазор – це різниця розмірів отвору та валу, якщо розмір отвору більший.
Зазор забезпечує можливість відносного зміщення складальних одиниць.
Smax=Dmax-dmin
Smin=Dmin-dmax
Sc=(Smax+ Smin)/2
Натяг – це різниця розмірів вала та отвору, якщо розмір вала більший.
Натяг забезпечує взаємну нерухомість складальних одиниць.
Nmax=dmax-Dmin
Nmin=dmin-Dmax
Nc=(Nmax+ Nmin)/2
Посадка з зазором – це посадка, при якій забезпечується зазор у з’єднанні для якої S>0
Посадка з натягом – це посадка, при якій забезпечується натяг у з’єднанні N≥0
Перехідна посадка – це посадка, при якій можливо отримати як зазор так і натяг, S і N>0
Допуск посадки – це різниця між найбільшим і найменшим допустимим зазором або найбільшим і найменшим допустимим натягом
Ts=Smax-Smin
Tn=Nmax-Nmin
У перехідних посадках допуск посадки – це сума найбільшого натягу та найбільшого зазору, взятих за абсолютним значенням.
Tsn= Nmax+ Smax
Законспектувати. Вивчити матеріал.
30.10.2024
Тема уроку: Поняття про розміри, відхилення і допуски.
Під час проектування деталей машин їх геометричні параметри задаються розмірами елементів, а також формою і взаємним розташуванням поверхонь.
Під час виготовлення та зберігання виникають відхилення геометричних параметрів реальних деталей від ідеальних значень — погрішності. Ступінь наближення дійсних розмірів до ідеальних ; називається точністю. Точність та погрішність взаємопов'язані. Точність характеризується границями, обмежуючими значення погрішності (нормована точність) або дійсною погрішністю (дійсна точність).
Точність визначається за ознаками:
1. за розмірами;
2. за формою;
3. за взаємним розташуванням поверхонь;
4. за шорсткістю.
Для раціональної експлуатації необхідна висока точність, але технологічно важко досягти високої точності. Критерієм оптимального вибору точності є забезпечення працездатності виробу при мінімальній сумарній вартості його виготовлення.

Рис. 1. Граничні розміри
Розрізняють найбільші граничні розміри і найменші граничні розміри:
Dmax
найбільший граничний розмір отвору
Dmax = DH + ES
Dmin
найменший граничний розмір отвору
Dmin = DH - ЕІ
dmax
найбільший граничний розмір валу
dmax = dH + es
dmin
найменший граничний розмір валу
dmin = dH - ei
Розрізняють верхнє і нижнє відхилення:
ES
верхнє відхилення отвору
ES = Dmax -DH
EI
нижнє відхилення отвору
ЕІ = Dmin- DH
es
верхнє відхилення валу
es = dmax - dH
ei
нижнє відхилення валу
еi = dmin - dH
2. Допуск. Поле допуску
Допуск (toleranc в перекладі з франц. ) – це абсолютна величина без знаку, позначається буквою Т , різниця між найбільшим і найменшим граничним розмірами або алгебраїчна різниця між верхнім і нижнім відхиленнями.
Формули визначення допусків:
Допуск отвору: TD = Dmax - Dmin = ES - EI
Допуск валу: Td = dmax - dmin = es – ei
Поле допуску – поле, обмежене верхнім і нижнім відхиленнями, воно є наслідком похибок, отриманих при виготовленні і в результаті контролю деталі.
Терміни і позначення
Отвір – це умовна назва поверхонь для позначення внутрішніх елементів деталей, позначається буквою D.
Вал – це умовна назва поверхонь для позначення зовнішніх елементів деталей, позначається буквою d.
Розмір - числове значення лінійної величини в обраних одиницях виміру.
Номінальний розмір – це розмір, який є початковим при визначенні відхилень і граничних розмірів, позначається буквою DH – для отвору, dH – для вала. Номінальні розміри деталей визначають розрахунковими або вибираються методом подібності.

Рис.2 Схема позначення розмірів, відхилень, допусків та полів допусків отвору та вала3. Умова придатності дійсного розміру деталі.
Дійсний розмір – це розмір встановлений вимірюванням. Кожний розмір деталі вимірюють три рази і більше, потім їх складають і ділять на число замірів. Середній розмір і є дійсним розміром.
Дійсний розмір дуже рідко співпадає з номінальним розміром. Щоб розмір деталі був придатним, він повинен бути менше максимального.
Якщо це правило не виконується то деталь іде в брак.
Позначається: Dд , dд . Dmax ≥ Dд ≥ Dmin та dmax ≥ dд ≥ dmin
Номінальний розмір – це розмір, що задає початок відліку відхилень (положення 0 лінії)
Номінальний розмір:
· для отворів позначається літерою D;
для валів d
для незамкнутих поверхонь l
Нульова лінія – лінія відносно якої вказується граничне відхилення.
Дійсний розмір – розмір, що встановлений вимірювальним інструментом з відповідною точністю.
Граничні розміри деталі – це два гранично допустимі розміри, між якими повинен знаходитись і який може дорівнювати їм, дійсний розмір придатної деталі.
Законспектувати. Вивчити матеріал.
Під час проектування деталей машин їх геометричні параметри задаються розмірами елементів, а також формою і взаємним розташуванням поверхонь.
Під час виготовлення та зберігання виникають відхилення геометричних параметрів реальних деталей від ідеальних значень — погрішності. Ступінь наближення дійсних розмірів до ідеальних ; називається точністю. Точність та погрішність взаємопов'язані. Точність характеризується границями, обмежуючими значення погрішності (нормована точність) або дійсною погрішністю (дійсна точність).
Точність визначається за ознаками:
1. за розмірами;
2. за формою;
3. за взаємним розташуванням поверхонь;
4. за шорсткістю.
Для раціональної експлуатації необхідна висока точність, але технологічно важко досягти високої точності. Критерієм оптимального вибору точності є забезпечення працездатності виробу при мінімальній сумарній вартості його виготовлення.

Рис. 1. Граничні розміри
Розрізняють найбільші граничні розміри і найменші граничні розміри:
Dmax | найбільший граничний розмір отвору | Dmax = DH + ES |
Dmin | найменший граничний розмір отвору | Dmin = DH - ЕІ |
dmax | найбільший граничний розмір валу | dmax = dH + es |
dmin | найменший граничний розмір валу | dmin = dH - ei |
Розрізняють верхнє і нижнє відхилення:
ES | верхнє відхилення отвору | ES = Dmax -DH |
EI | нижнє відхилення отвору | ЕІ = Dmin- DH |
es | верхнє відхилення валу | es = dmax - dH |
ei | нижнє відхилення валу | еi = dmin - dH |
2. Допуск. Поле допуску
Допуск (toleranc в перекладі з франц. ) – це абсолютна величина без знаку, позначається буквою Т , різниця між найбільшим і найменшим граничним розмірами або алгебраїчна різниця між верхнім і нижнім відхиленнями.
Формули визначення допусків:
Допуск отвору: TD = Dmax - Dmin = ES - EI
Допуск валу: Td = dmax - dmin = es – ei
Поле допуску – поле, обмежене верхнім і нижнім відхиленнями, воно є наслідком похибок, отриманих при виготовленні і в результаті контролю деталі.
Терміни і позначення
Отвір – це умовна назва поверхонь для позначення внутрішніх елементів деталей, позначається буквою D.
Вал – це умовна назва поверхонь для позначення зовнішніх елементів деталей, позначається буквою d.
Розмір - числове значення лінійної величини в обраних одиницях виміру.
Номінальний розмір – це розмір, який є початковим при визначенні відхилень і граничних розмірів, позначається буквою DH – для отвору, dH – для вала. Номінальні розміри деталей визначають розрахунковими або вибираються методом подібності.

Рис.2 Схема позначення розмірів, відхилень, допусків та полів допусків отвору та вала
3. Умова придатності дійсного розміру деталі.
Дійсний розмір – це розмір встановлений вимірюванням. Кожний розмір деталі вимірюють три рази і більше, потім їх складають і ділять на число замірів. Середній розмір і є дійсним розміром.
Дійсний розмір дуже рідко співпадає з номінальним розміром. Щоб розмір деталі був придатним, він повинен бути менше максимального.
Якщо це правило не виконується то деталь іде в брак.
Позначається: Dд , dд . Dmax ≥ Dд ≥ Dmin та dmax ≥ dд ≥ dmin
Номінальний розмір – це розмір, що задає початок відліку відхилень (положення 0 лінії)
Номінальний розмір:
· для отворів позначається літерою D;
для валів d
для незамкнутих поверхонь l
Нульова лінія – лінія відносно якої вказується граничне відхилення.
Дійсний розмір – розмір, що встановлений вимірювальним інструментом з відповідною точністю.
Граничні розміри деталі – це два гранично допустимі розміри, між якими повинен знаходитись і який може дорівнювати їм, дійсний розмір придатної деталі.
Законспектувати. Вивчити матеріал.
29.10.2024
Тема уроку: Вимірювання розмірів та відхилень штангенінструментами.
До штангенінструментів належать;
штангенциркулі для вимірювання зовнішніх і внутрішніх розмірів;
штангенглибиноміри для вимірювання глибини отворів, пазів; штангенрейсмуси для
розмічання і вимірювання висоти виробів.
Усі види штангенінструменту мають
штангу і відліковий пристрій з ноніусом, який дає змогу проводити відлік
дробових часток поділок основної шкали.

22.10.2024
Тема уроку: Засоби вимірювання лінійних розмірів.
Міра - це ЗВ, призначений для відтворення величини одного або декількох розмірів з необхідною точністю. Розрізняють однозначні, багатозначні міри і набір мір.
Лекальні лінійк и виготовляють трьох типів: з двобічним скосом (ЛД) завдовжки 80, ,125, 200, 320 і 500 мм; тригранні (ЛТ) завдовжки 200 і 320 мм; чотиригранні (ЛЧ) завдовжки 200, 390, 500 мм. Перевірка прямолінійності лекальними лінійками здійснюється за способом світлої щілини (на просвіт) або за способом сліду. При перевірці прямолінійності за способом світлової щілини лекальну лінійку накладають гострою кромкою на поверхню, що перевіряється, а джерело світла розміщують позаду лінійки та деталі. Наявність просвіту між лінійкою та деталлю свідчить про відхилення від прямолінійності. При достатніх навичках такий спосіб контролю дає змогу виявити просвіт від 0,003 до 0,005 мм (3...5 мкм).
При перевірці способом сліду робочим ребром лінійки про водять по чистій поверхні, що перевіряється. Якщо поверхня прямолінійна, на ній залишається суцільний слід; в іншому разі слід буде уривчастим (плямами).

Штангенінструменти поширені в машинобудуванні. їх застосовують для вимірювання зовнішніх і внутрішніх діаметрів, довжини, товщини, глибини тощо.
Штангенциркулі застосовують трьох типів—ШЦ-І, ШЦ-ІІ і ШЦ-ІІІ. їх виготовляють з різними границями вимірювання, мм: 0...125 (ШЦ-І); 0...160 (ШЦ-ІІ); 0...400 (ШЦ-ІІІ); відліки за ноніусом становлять 0,1 мм (ШЦ-1) і 0,05 мм (ШЦ-ІІ і ШЦ-ІІІ).
Штангенциркуль ШЦ-І застосовують для вимірювання зовнішніх, внутрішніх розмірів і глибини з величиною відліку за ноніусом 0,1 мм. Штангенциркуль має штангу, на якій нанесена шкала з основними міліметровими поділками. На одному кінці цієї штанги є вимірювальні губки 2 і 7, а на іншому — лінійка 6 для вимірювання глибини. По штанзі переміщується рухома рамка, 3 з губками.
Рамку у процесі вимірювання закріплюють на штанзі затискачем 4. Нижні губки 7 служать для вимірювання зовнішніх розмірів, а верхні 2—внутрішніх. На скісній, грані рамки 3 нанесена шкала 5 з дробовими поділками, яка називається ноніусом.
Ноніус служить для визначення дробової величини ціни поділки штанги, тобто для визначення часток міліметра.
15.10.2024
Тема уроку: Метрологія і технічні вимірювання.
Метрологія і технічні вимірювання
Технічними вимірюваннями називається вимірювання з допомогою певних методів і засобів різних величин.
Вимірювання – основа наукових знань. Вони потрібні для забезпечення якості
виробів, взаємозамінності деталей і вузлів, вдосконалення технології
виробництва, його автоматизації і стандартизації.
З розвитком науки і техніки вимірювання все
ускладнюються, підвищується їх точність і кількість вимірювань. Під
вимірювальною технікою розуміють не тільки технічні засоби, з допомогою яких
виконують вимірювання, а і техніку проведення вимірювань.
В інтересах кожної країни, у взаємовідношеннях між
країнами необхідні узгодженість результатів вимірювань і одноманітність одиниць
вимірюваних величин.
Питаннями теорії і практики забезпечення єдності вимірювань, займається
метрологія, що є наукою про вимірювання, про методи і засоби забезпечення їх
єдності (однаковості) і про способи досягнення потрібної точності.
«Метрологія»
у перекладі з грецької означає «наука
про міри». Завдання сучасної
метрології – встановлення і відтворення у вигляді еталонів одиниць виміру,
розробка засобів і методів вимірювання, розробка методів підвищення точності
вимірювання, розробка способів передавання розміру одиниці вимірів від еталона
до виробу.
За способом одержання числового значення усі вимірювання діляться на прямі, непрямі, сукупні і сумісні.
Прямими називають такі вимірювання, при яких
числове значення вимірюваної величини встановлюють внаслідок одного
спостереження або відліку, наприклад: вимірювання довжини – лінійкою,
температури – термометром. Прямі вимірювання є основою складніших видів
вимірювань.
Непрямими
називаються вимірювання,
які виконуються прямим вимірюванням величин, зв’язаних з вимірюваною величиною
певною залежністю (знаходження об’єму циліндра за результатами вимірювань його
діаметра і висоти).
Сукупними називаються вимірювання, при яких
виконують непрямі вимірювання одночасно декількох величин, складають і резервують
систему рівнянь і знаходять результат вимірювань. Наприклад, у наборі гир
визначають масу окремих гир за відомою масою однієї гирі і за результатами
прямих порівнянь мас різних поєднань гир.
Сумісні вимірювання – це одночасно виконувані
прямі чи непрямі вимірювання декількох однойменних величин з метою знаходження
функціональної залежності між ними (наприклад, визначають залежність довжини
тіла від зміни температури).
Ціна́ поділки шкали́
аналогового вимірювального приладу — різниця значень вимірюваної величини, що
відповідає двом сусіднім позначкам шкали.
Діапазон вимірювання вимірювального інструменту — діапазон значень вимірюваних величин, для яких
інструмент вимірювання може бути використаний з похибкою, що не перевищує
допустимі межі, без шкоди для міцності і стійкості інструменту та без порушення
безпеки.
Законспектувати. Вивчити матеріал.
08.10.2024
Тема уроку: Поняття про стандартизацію.
Стандартизація, її роль у підвищенні якості продукції.
Стандартизація – це встановлення і дотримання правил з метою упорядкування діяльності в певній області на користь і за участі всіх зацікавлених сторін, і в деякій мірі для досягнення загальної оптимальної економії при дотриманні умов експлуатації і вимог безпеки. Вона базується на об’єднаних досягненнях науки, техніки і практичного досвіду і, визначаючи основу не тільки сучасного, але і майбутнього розвитку, повинна здійснюватися нерозривно з прогресом.
В залежності від масштабу робіт розрізняють національну і міжнародну стандартизацію.
Національна стандартизація – це робота по стандартизації в межах однієї країни. В наслідок цієї роботи затверджуються державні стандарти.
Міжнародна стандартизація – це робота по стандартизації, в якій приймають участь дві і більше держави. В наслідок цієї роботи затверджуються міжнародні стандарти і рекомендації для країн розробників. Вимоги міжнародних стандартів і рекомендацій враховуються при розробці або перегляді національних стандартів.
Стандарт є результат конкретної роботи по стандартизації, виконаної на основі досягнень науки, техніки і практичного досвіду і прийнятий компетентною організацією. Він може бути в вигляді:
документа, що містить ряд вимог (норм), які підлягають виконанню;
основної одиниці і фізичної константи, наприклад ампер, абсолютний нуль (Кельвіна);
предмета для фізичного порівняння, наприклад метр.
Стандартизація в промисловості здійснюється різними методами, головними з яких є уніфікація, типізація і агрегатування.
Уніфікація – метод стандартизації, націлений на раціональне зменшення числа типів, видів і розмірів об’єктів однакового функціонального призначення.
Головними цілями уніфікації є:
- зменшення різноманітності видів, типів і типорозмірів виробів шляхом зміни в деяких випадках конструкції, розмірів, методів виробництва, технічних вимог, марок і різновидів використовуваних матеріалів, видів металевих покриттів;
- зміни конструкції, використовуваних розмірів, марки матеріалів, видів термообробки і точності виготовлення аналогічних деталей, що використовуються на різних заводах, з метою автоматизацій їх виробництва;
- створення комплексів взаємозамінних агрегатів, збірних одиниць і деталей для збирання набагато більшої номенклатури машин, механізмів і апаратів в порівнянні з існуючими неуніфікованими виробами за рахунок додавання деякої кількості оригінальних збірних одиниць і деталей;
- перегляд видів, типів і типорозмірів виробів, що виготовляються з метою заміни морально застарілих або недосить якісних більш сучасними, надійними і довговічнішими виробами.
Типізація – метод стандартизації, метою якого є розробка і встановлення типових конструктивних, технологічних, організаційних, і інших рішень. В нормативних документах закріплюються загальні для ряду виробів або процесів характеристики, які в окремих випадках можуть доповнюватись необхідними специфічними даними.
Агрегатування – метод стандартизації, направлений на створення машин, механізмів і інших виробів шляхом їх збирання із обмеженої кількості стандартних і уніфікованих деталей і агрегатів, що мають взаємозамінність, кожні з них можуть бути використані для створення різних модифікацій машин того ж, або інших класів.